18915863310


热门搜索:
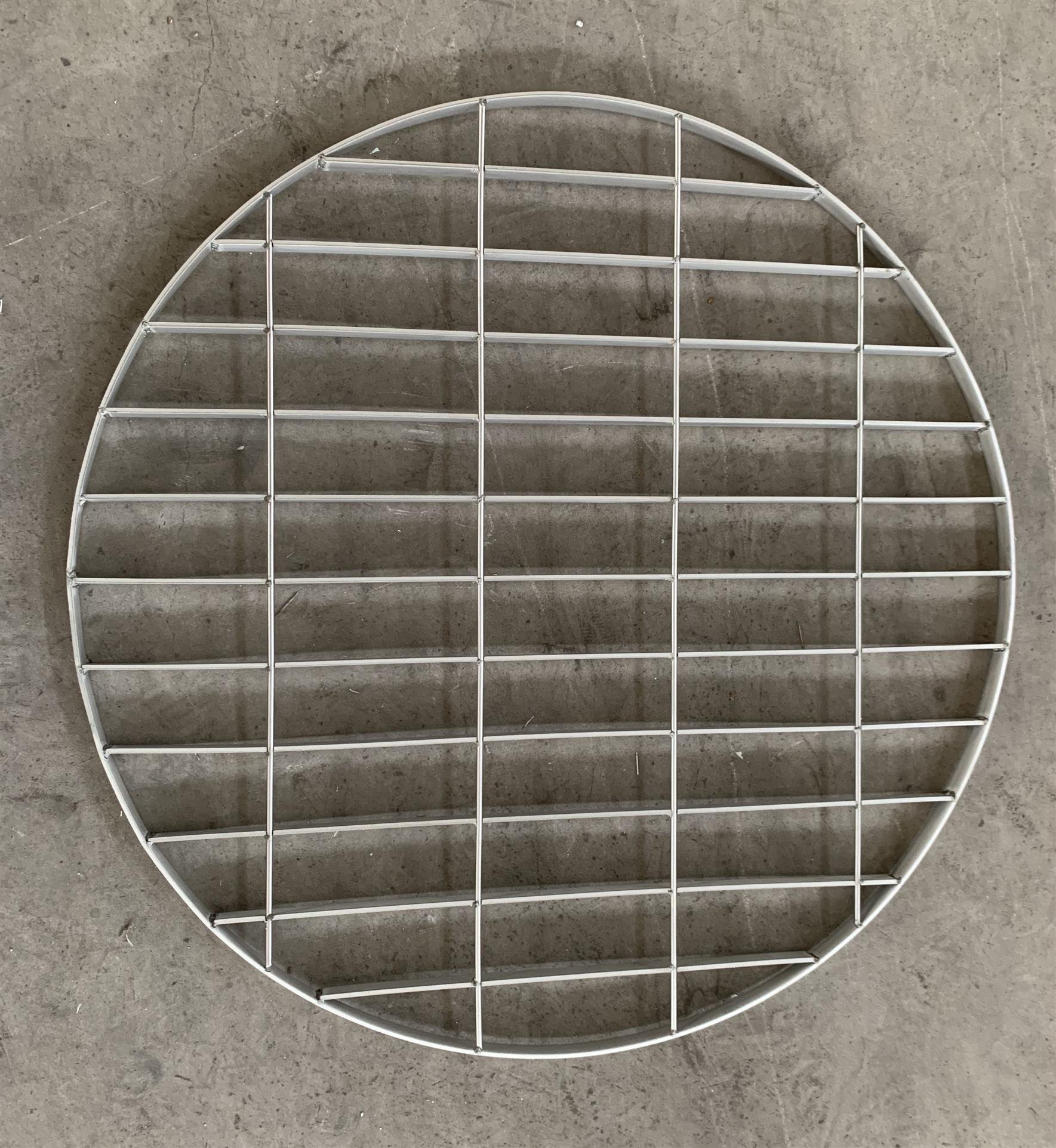


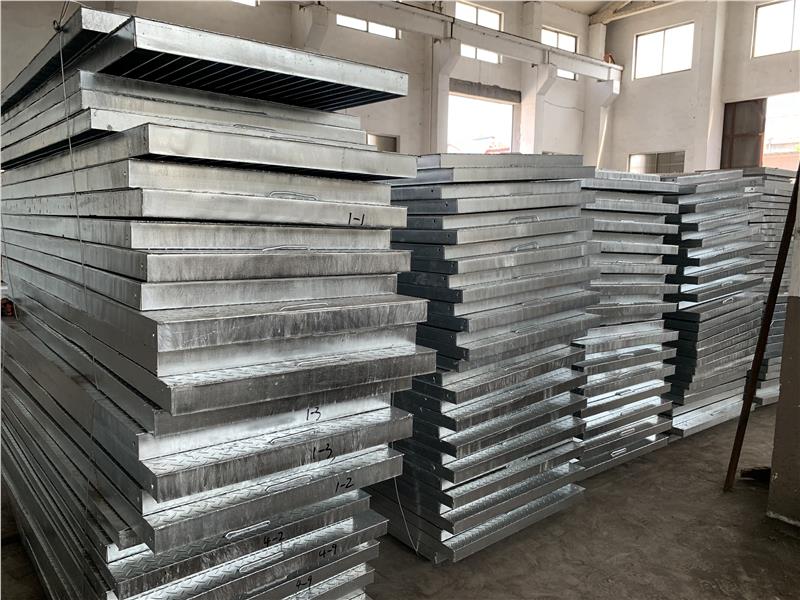
在材质上,不锈钢格是不锈钢,一般的钢格是碳钢或不锈钢。其次,不锈钢板的表面,不能进行喷漆或热镀锌等防腐处理,而是进行表面抛光,以去除钢板焊接过程中的焊渣或焊痕。由于焊丝是焊接在沟道不锈钢格栅上的,会留下黑点,形状也不美观,所以不锈钢格栅需要抛光处理。不锈钢壳板是它的材料是不锈钢格栅板,与钢板的生产过程,但它没有选择这幅画可能是热浸镀锌防腐处理,但需要选择表面抛光处理去除渣可能焊接过程留下的,等等,以使不锈钢板表面变得光亮如新,而其全部美观大方。镀锌钢格栅特点:镀锌钢格栅具有重量轻、强度高、承载能力强、材料经济、透光通风、现代气质、外型美观、防滑安全、易清洗、安装简单、耐久性好等特点。镀锌钢格栅板根据受载扁钢侧的形状分为板形和齿形。飞机类型用信我,和齿形的信S.Galvanized钢格板扭曲的方钢压在一定距离的水平力扁钢,导致一个强大的焊接接头,板的形状和表面矩形网格板。扁钢承受载荷,钢筋(扭转方向)起连接作用。镀锌钢网架的平方向代表镀锌钢网架的长度方向,水平方向代表镀锌钢网架的宽度方向。根据扁钢、绞方钢的距离和绞方钢的距离标准,可组合成200多种标准型。根据使用环境的不同,对边缘有不同的处理。一般采用热浸镀锌。
钢格板生产时采用表面处理,把镀锌钢格板浸入铬酸溶液中,让锌层表面形成活性低之薄膜方法。此种铬酸皮膜即使稍被碰破,破口附近的铬酸盐也会在水中溶化汇集到破口部位,再次形成新膜,可以有效地防止白锈的产生。
在镀锌钢格板上涂油,防止空气与锌直接接触。这里要注意的是,如果您要进行涂漆前请必须先将钢格板表面的油擦掉, 若镀锌钢格板将作为涂漆用途,则可施予磷酸盐皮膜处理。磷酸盐会稳稳的附着在镀锌钢格板表面上,形成疏松多孔状,可为涂料提供良好的立足点,而获得强固附着效果。
生产的镀锌钢格板存放在通风良好的地方,或者在湿度较高及冷暖差别大的季节里使用干燥机或干燥炉防止发生结露。注意不要被浸水而湿了,如被露水或水浸湿要处理干燥,也可以把包装拆开,使用风扇等之进行送风吹干。存放在通风良好的地方,如果冷暖温差大,易发生结露之处要避开。
以上是关于镀锌钢格板的相关内容,希望对大家有所帮助。
作为不锈钢钢格板焊接时填充金属或同时作为导电用的金属丝焊接材料。在气焊和钨极气体维护电时,焊丝用作填充金属;在埋弧焊、电渣焊和其他熔化极气体维护电弧焊时,焊丝既是填充金属,同时也是导电电极。焊丝可分为3类。焊丝的外表不涂防氧化效果的焊剂。
大多数用于不锈钢钢格板的焊丝归于此类,包含碳钢焊丝、低合金结构钢焊丝、合金结构钢焊丝、不锈钢丝和有色金属焊丝等。有些合金,如钴铬钨合金,不能锻、轧和拔丝,而用铸造办法制成。它首要用于不锈钢钢格板外表的手艺堆焊,以满意如抗氧化、耐磨损和高温下耐腐蚀等特别功能要求
选用接连浇注和液态揉捏可制造出长达数米的钴铬钨焊丝,用于主动填丝钨极气体维护电弧焊,以提升焊接功率和堆焊层质量,一起还能改进劳动条件。不锈钢钢格板补焊有时也选用铸造焊丝。
用薄钢带卷成圆形或异形钢管,内填必定成分的药粉,经拉制成的有缝药芯焊丝,或用钢管填满药粉拉制成的无缝药芯焊丝用这种焊丝焊接熔敷功率高,对不锈钢钢格板适应性好,试制周期短,因此它的使用量和使用范围不断扩大。
这种焊丝首要用于二氧化碳气体维护焊、埋弧焊和电渣焊。药芯焊丝中的药粉成分一般与焊条药皮类似。含有造渣、造气和稳弧成分的药芯焊丝焊接时不需要维护气体,称自维护药芯焊丝,适用于焊接不锈钢钢格板。
以上是关于不锈钢钢格板的相关内容,希望对大家有所帮助。
从2022年4月份的主要金融数据来看,信贷和社融增速整体呈现快速下降态势的态势,4月当月新增额环比快速收缩,同比也明显减少;社会融资规模增量环比急剧减少,同比也明显减少(详见图2);狭义(M1)同比增速呈现底部抬升态势,而广义(M2)同比增速呈现小幅回升的态势(详见图3),4月份,新增额和社会融资规模增量同步快速收缩,表明由于反复的影响,实体经济恢复面临较大压力,企业运营困难重重,有效融资需求明显下降。
【带钢全国开工调研】13日全国63家热轧带钢生产企业本周开工率66.67%,较上周增1.04%;产能利用率为65.99%,较上周增0.28%;本周钢厂实际产量为160.2万吨,较上周增0.81万吨;钢厂厂内库存为71.28万吨,较上周减4.46万吨。
2022年4月份,尽管国际大宗商品价格高位运行,但在各地区和各部门贯彻落实保供稳价政策的努力下,PPI环比和同比涨幅均有所回落(详见图1),而对于国内制造企业来说,短期成本上升和订单转弱的影响仍存,国内制造企业的利润水平明显受到挤压,这将对国内制造行业的用钢需求造成不小的冲击。
焊接钢格栅时,选择合适的焊接件装配顺序,避免总构件装配应力过大。由于装配的一般刚度和不同装配阶段重心位置的变化,装配后钢格板焊接部位会产生应力。一般来说,装配焊接顺序处理不当将直接影响焊接质量。另外,不锈钢格栅在装配过程中有可能产生新的残余应力,如果新的残余应力大于临界变形应力,就会引起焊接变形。因此,装配应力应尽量减小或避免。2 .受焊接尺寸的影响对于不锈钢网格板焊接来说,焊接尺寸与钢板焊接挠度变形有着密不可分的关系,焊接位置在结构上对不锈钢网格板焊接变形也会产生影响。不对称的排列会导致焊件的弯曲变形。钢点焊件截面的中性轴越靠近焊缝,弯曲变形越小。相反,中性轴离焊缝越远,弯曲变形越大。钢格栅板焊接过程中受局部高温热源的影响,受局部高温热源的影响,焊缝区受热剧烈,局部熔化。该区域的材料受热使焊接区域扩大,而钢格板周围温度相对较低的区域则对焊接区域产生约束作用,从而产生弹性热应力。温度升高后,材料的屈服应力限急剧下降,导致热弹性应力超过屈服限,形成热压缩。在冷却过程中,焊缝区材料收缩受到周围区域温度场不均匀的影响,导致不均匀收缩变形。焊接区域存在拉残余应力,相邻区域存在压残余应力。不锈钢点焊对热源的输入非常敏感。合理控制热源输入能量对钢点焊件的质量具有重要意义。热源能量输入越大,收缩变形越大,热源能量输入越小,收缩变形越小。因此,在保证良好焊缝成形的条件下,输入热源应尽可能小。