18915863310


热门搜索:


热镀锌的目的是使表面光滑,避免生锈。钝化是这种保护的关键。钝化是在表面形成致密的氧化层。由于锌的电位比铁小,所以当不锈钢晶格受到腐蚀性介质腐蚀时,锌先对铁起腐蚀保护作用。特别是镀锌层的铬酸盐钝化形成了明亮美观的钝化膜,不仅显著提高了镀锌层的防护性能,还改善了不锈钢格栅板装饰的外观。如果锌镀层在一定成分的铬酸盐溶液中钝化,形成结构精细、耐蚀性高的铬酸盐膜,可显著提高锌镀层的耐蚀性。这是因为铬酸盐钝化膜牢固地附着在镀锌层的表面。一方面,铬酸盐钝化膜可以将锌层与大气隔离开来,减缓大气中有害气体的腐蚀。另一方面,一旦镀锌层的钝化膜部分损坏或裂缝由大气侵蚀,在六价铬钝化膜可使钝化锌层和自动修复钝化膜,与此同时,铬酸盐,作为阳腐蚀原电池的抑制剂,阻碍阳反应,大大减缓锌层的腐蚀。因此,经过相同厚度、相似质量的钝化处理后,其耐蚀性可提高7-10倍。通过对钢格形状的检测确定角钢的形状,通过对加工工艺的分析确定正确的结构。角钢边缘形状不规则,存在过量的圆弧,是判断和检测表面裂纹的难点。超声波直探头检测时,检测方向单一,容易漏检。在使用角度探头时,由于末端角度反射的形成,很难确定缺陷。弯曲产生的裂纹方向垂直于长度方向,而裂纹方向平行于长度方向,裂纹两端细且尖锐。因此,在轧制过程中会出现裂纹。弯曲后裂纹扩展,裂纹特征更加明显。如果裂纹方向垂直于钢格栅的长度方向,则在弯曲过程中会产生裂纹。镀锌钢格板顾名思义是在钢板表面涂上一层金属锌。这样做的目的是防止镀锌钢格栅表面的腐蚀,增加钢板的使用寿命。镀锌钢格栅板按加工不同的方法可分为热浸镀锌钢板、合金镀锌钢板、电镀锌钢板、印印镀锌钢板、单层和双层差压镀锌钢板、合金、复合镀锌钢板、彩色镀锌钢板和PVC叠层镀锌钢板。
作为不锈钢钢格板焊接时填充金属或同时作为导电用的金属丝焊接材料。在气焊和钨极气体维护电时,焊丝用作填充金属;在埋弧焊、电渣焊和其他熔化极气体维护电弧焊时,焊丝既是填充金属,同时也是导电电极。焊丝可分为3类。焊丝的外表不涂防氧化效果的焊剂。
大多数用于不锈钢钢格板的焊丝归于此类,包含碳钢焊丝、低合金结构钢焊丝、合金结构钢焊丝、不锈钢丝和有色金属焊丝等。有些合金,如钴铬钨合金,不能锻、轧和拔丝,而用铸造办法制成。它首要用于不锈钢钢格板外表的手艺堆焊,以满意如抗氧化、耐磨损和高温下耐腐蚀等特别功能要求
选用接连浇注和液态揉捏可制造出长达数米的钴铬钨焊丝,用于主动填丝钨极气体维护电弧焊,以提升焊接功率和堆焊层质量,一起还能改进劳动条件。不锈钢钢格板补焊有时也选用铸造焊丝。
用薄钢带卷成圆形或异形钢管,内填必定成分的药粉,经拉制成的有缝药芯焊丝,或用钢管填满药粉拉制成的无缝药芯焊丝用这种焊丝焊接熔敷功率高,对不锈钢钢格板适应性好,试制周期短,因此它的使用量和使用范围不断扩大。
这种焊丝首要用于二氧化碳气体维护焊、埋弧焊和电渣焊。药芯焊丝中的药粉成分一般与焊条药皮类似。含有造渣、造气和稳弧成分的药芯焊丝焊接时不需要维护气体,称自维护药芯焊丝,适用于焊接不锈钢钢格板。
以上是关于不锈钢钢格板的相关内容,希望对大家有所帮助。
如何提高平台钢格板安装精度,大限度减少平台钢格板施工质量通病,通过对平台钢格板施工中存在的问题进行调查查并整理,希望各施工单位能够根据常见施工质量问题,举一反三,查找存在的质量问题并及时修改,制定相关的预防措施。通过大量的统计数据显示,平台钢格板变形及拼装平台不平整是影响平台钢格板安装平整度主要的原因,所占比例高达60%以上。影响平台钢格板安装精度原因主要有以下几个方面。
原因分析
1、责任意识差:部分工人虽然经过岗前培训,但不知道自己应该把握好重点是什么,造成好坏混肴。大部分工人有着丰富的实践经验但责任意识差,产生多次性的重复工作。
2、平台钢格板制作尺寸存在误差:厂家在生产时焊接量大产生变形,直接影响安装精度,需要再次加工又影响安装进度。
3、运输变形:产品在运输时易产生挤压变形,直接影响安装平台表面的平整度。
4、工人操作不精细:由于工人对尺寸控制不,造成尺寸到不到施工要求,从而使现场的安装带来错误信息,也是影响安装的精度的原因。
采取措施
1、严格按照规范操作,不疲劳操作。由人员,加大培训力度。减少手工切割的次数多采用自动切割。
2、严格检查平台钢格板出厂质量,发现不合格的平台钢格板产品立即返厂。对于变形的平台钢格板产品,采用重物平压的方法校正,对于小变形的平台钢格板采用敲打的方法局部校正。
3、组织工人学习,强调安装精度的重要性,提高工人的水平和增强意识。确定质量责任意识,不合格的重新返工。
4、加强质检员的抽检频率,发现问题及时调整。
以上是平台钢格板的相关内容,希望对大家有所帮助。
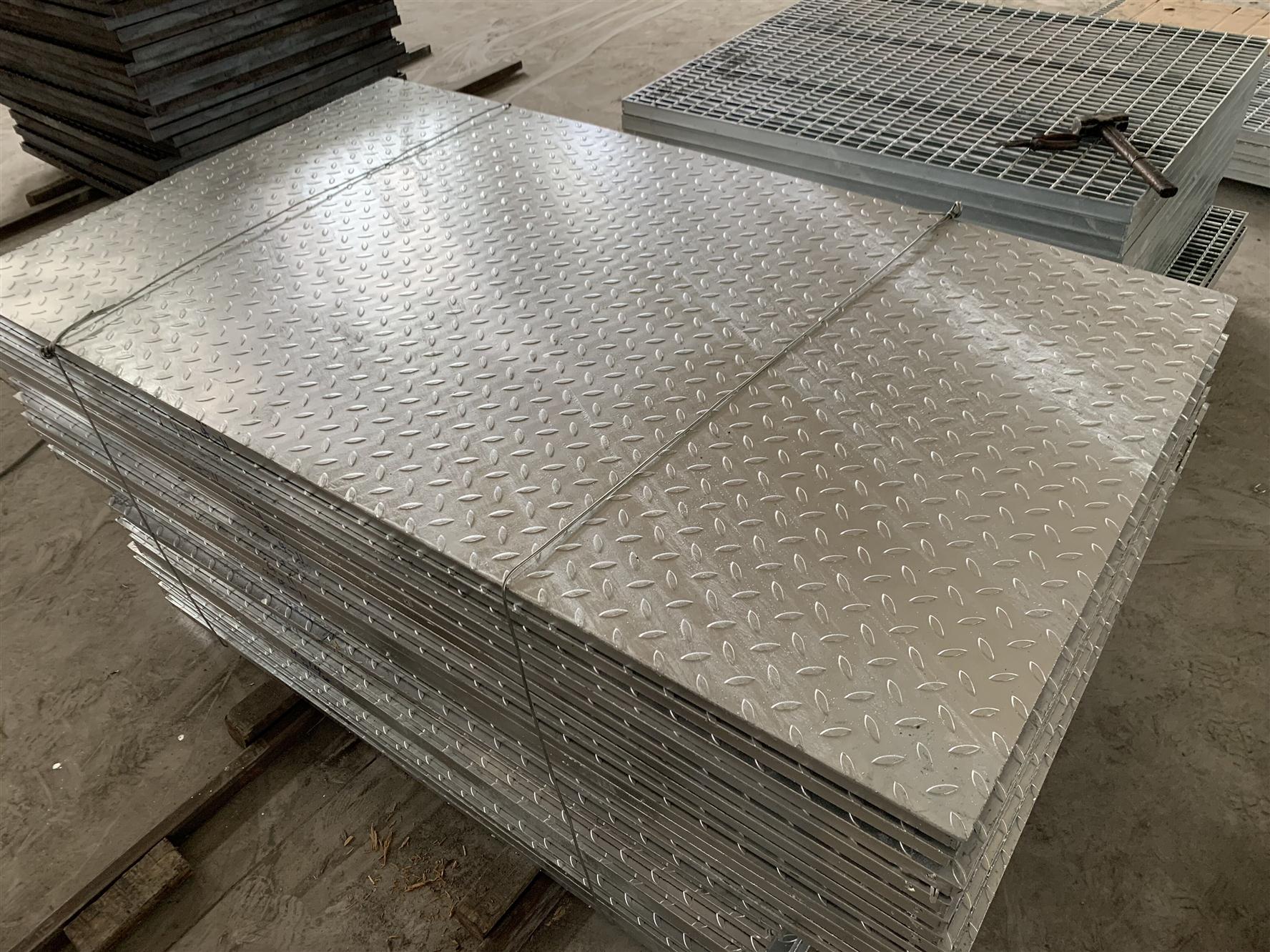
钢格板生产时采用表面处理,把镀锌钢格板浸入铬酸溶液中,让锌层表面形成活性低之薄膜方法。此种铬酸皮膜即使稍被碰破,破口附近的铬酸盐也会在水中溶化汇集到破口部位,再次形成新膜,可以有效地防止白锈的产生。
在镀锌钢格板上涂油,防止空气与锌直接接触。这里要注意的是,如果您要进行涂漆前请必须先将钢格板表面的油擦掉, 若镀锌钢格板将作为涂漆用途,则可施予磷酸盐皮膜处理。磷酸盐会稳稳的附着在镀锌钢格板表面上,形成疏松多孔状,可为涂料提供良好的立足点,而获得强固附着效果。
生产的镀锌钢格板存放在通风良好的地方,或者在湿度较高及冷暖差别大的季节里使用干燥机或干燥炉防止发生结露。注意不要被浸水而湿了,如被露水或水浸湿要处理干燥,也可以把包装拆开,使用风扇等之进行送风吹干。存放在通风良好的地方,如果冷暖温差大,易发生结露之处要避开。
以上是关于镀锌钢格板的相关内容,希望对大家有所帮助。
作为不锈钢钢格板焊接时填充金属或同时作为导电用的金属丝焊接材料。在气焊和钨极气体维护电时,焊丝用作填充金属;在埋弧焊、电渣焊和其他熔化极气体维护电弧焊时,焊丝既是填充金属,同时也是导电电极。焊丝可分为3类。焊丝的外表不涂防氧化效果的焊剂。
大多数用于不锈钢钢格板的焊丝归于此类,包含碳钢焊丝、低合金结构钢焊丝、合金结构钢焊丝、不锈钢丝和有色金属焊丝等。有些合金,如钴铬钨合金,不能锻、轧和拔丝,而用铸造办法制成。它首要用于不锈钢钢格板外表的手艺堆焊,以满意如抗氧化、耐磨损和高温下耐腐蚀等特别功能要求
选用接连浇注和液态揉捏可制造出长达数米的钴铬钨焊丝,用于主动填丝钨极气体维护电弧焊,以提升焊接功率和堆焊层质量,一起还能改进劳动条件。不锈钢钢格板补焊有时也选用铸造焊丝。
用薄钢带卷成圆形或异形钢管,内填必定成分的药粉,经拉制成的有缝药芯焊丝,或用钢管填满药粉拉制成的无缝药芯焊丝用这种焊丝焊接熔敷功率高,对不锈钢钢格板适应性好,试制周期短,因此它的使用量和使用范围不断扩大。
这种焊丝首要用于二氧化碳气体维护焊、埋弧焊和电渣焊。药芯焊丝中的药粉成分一般与焊条药皮类似。含有造渣、造气和稳弧成分的药芯焊丝焊接时不需要维护气体,称自维护药芯焊丝,适用于焊接不锈钢钢格板。
以上是关于不锈钢钢格板的相关内容,希望对大家有所帮助。
钢格板吊顶采用钢格板设计制造的一种室内吊顶产品。它具结构轻便,美观,高强度可行人,安装简便表面热浸锌,防腐耐用且免油漆维护的特点。钢格板吊顶广泛适用于**制造、工业厂房、大型体育场馆、会展中心、大型商业、车站、码头、机场等工业及民用建筑的吊顶。
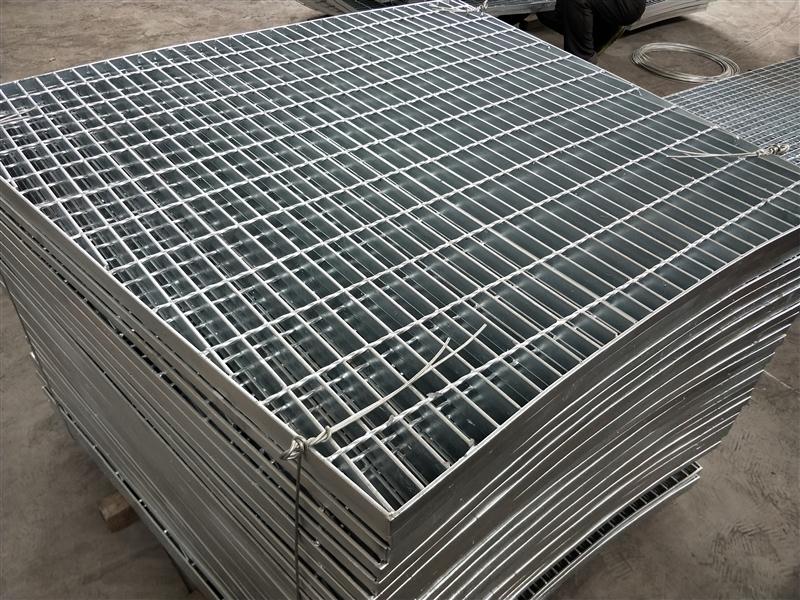
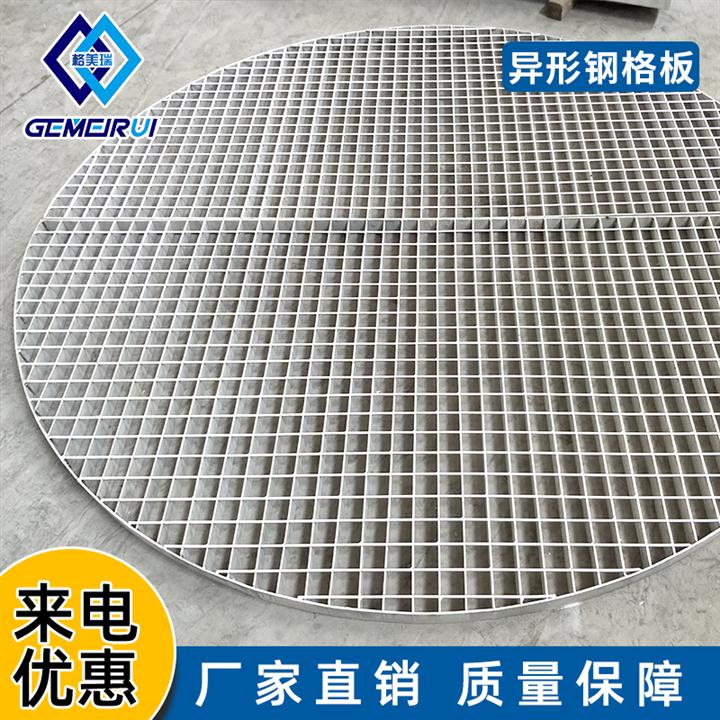
不锈钢格栅是用扁钢按照一定的间距和横杆进行交叉排列,并且焊接成中间带有方形格子的一种钢铁制品,主要用来做水沟盖板,钢结构平台板,钢梯的踏步板等.横杆一般采用经过扭绞的方钢.
不锈钢格栅一般采用碳钢制作,外表热镀锌,可以起到防止氧化的作用。也可以采用不锈钢制作.钢格板具有通风,采光,散热,防滑,防爆等性能.
不锈钢格栅的生产标准,中国为YB/T4001-1998;另外美国,英国,澳大利亚和新西兰也有其各自标准.钢材标准按照GB700-88,GB1220-92. 钢格板表面可冲齿以增加防滑性能.扁钢也可采用I型的扁钢制作.
不锈钢格栅的制作方式:有机器压焊和手工制作两种.机器压焊使用高压电阻压焊机,机械手自动将横杆横放在均匀排列的扁钢上,通过强大的电焊功率和液压力将横杆压焊入扁钢内,从而可以得到焊点坚固,稳定性和强度极高的钢格板.手工制作的钢格板是先在扁钢上冲孔,然后将横杆放入孔中点焊,横杆与扁钢会存在空隙,而且不可能每个接触点都进行焊接,因此焊接不牢固,强度有所降低.
格栅板用途:石油化工,市政工程,港口工程,机械工业,电厂水厂,钢铁工业,制造业,食品加工业等众多行业都得到广泛的应用.
不锈钢格栅特点:
1.高强度,轻结构:牢固的网格压焊结构使其具有高承载,结构轻
2.便于吊装等特点
3.外形美观,经久耐用:热浸锌表面处理使其具有相当好的防腐能力
4.表面光泽美观
5.通风、采光、散热、防爆、防滑性能好;防积污物。
格栅板用途:广泛应用于石油化工、电厂、水厂、污水处理厂、市政工程、环卫工程等领域的平台、走道、栈桥、沟盖、井盖、梯子、围栏、护栏等
不锈钢格栅产品规格
1.纵条间距:30-60(mm);
2.横条间距:50-100(mm);
3.宽:20-60(mm);
4.厚:3-50(mm)。
焊接钢格栅时,选择合适的焊接件装配顺序,避免总构件装配应力过大。由于装配的一般刚度和不同装配阶段重心位置的变化,装配后钢格板焊接部位会产生应力。一般来说,装配焊接顺序处理不当将直接影响焊接质量。另外,不锈钢格栅在装配过程中有可能产生新的残余应力,如果新的残余应力大于临界变形应力,就会引起焊接变形。因此,装配应力应尽量减小或避免。2 .受焊接尺寸的影响对于不锈钢网格板焊接来说,焊接尺寸与钢板焊接挠度变形有着密不可分的关系,焊接位置在结构上对不锈钢网格板焊接变形也会产生影响。不对称的排列会导致焊件的弯曲变形。钢点焊件截面的中性轴越靠近焊缝,弯曲变形越小。相反,中性轴离焊缝越远,弯曲变形越大。钢格栅板焊接过程中受局部高温热源的影响,受局部高温热源的影响,焊缝区受热剧烈,局部熔化。该区域的材料受热使焊接区域扩大,而钢格板周围温度相对较低的区域则对焊接区域产生约束作用,从而产生弹性热应力。温度升高后,材料的屈服应力限急剧下降,导致热弹性应力超过屈服限,形成热压缩。在冷却过程中,焊缝区材料收缩受到周围区域温度场不均匀的影响,导致不均匀收缩变形。焊接区域存在拉残余应力,相邻区域存在压残余应力。不锈钢点焊对热源的输入非常敏感。合理控制热源输入能量对钢点焊件的质量具有重要意义。热源能量输入越大,收缩变形越大,热源能量输入越小,收缩变形越小。因此,在保证良好焊缝成形的条件下,输入热源应尽可能小。