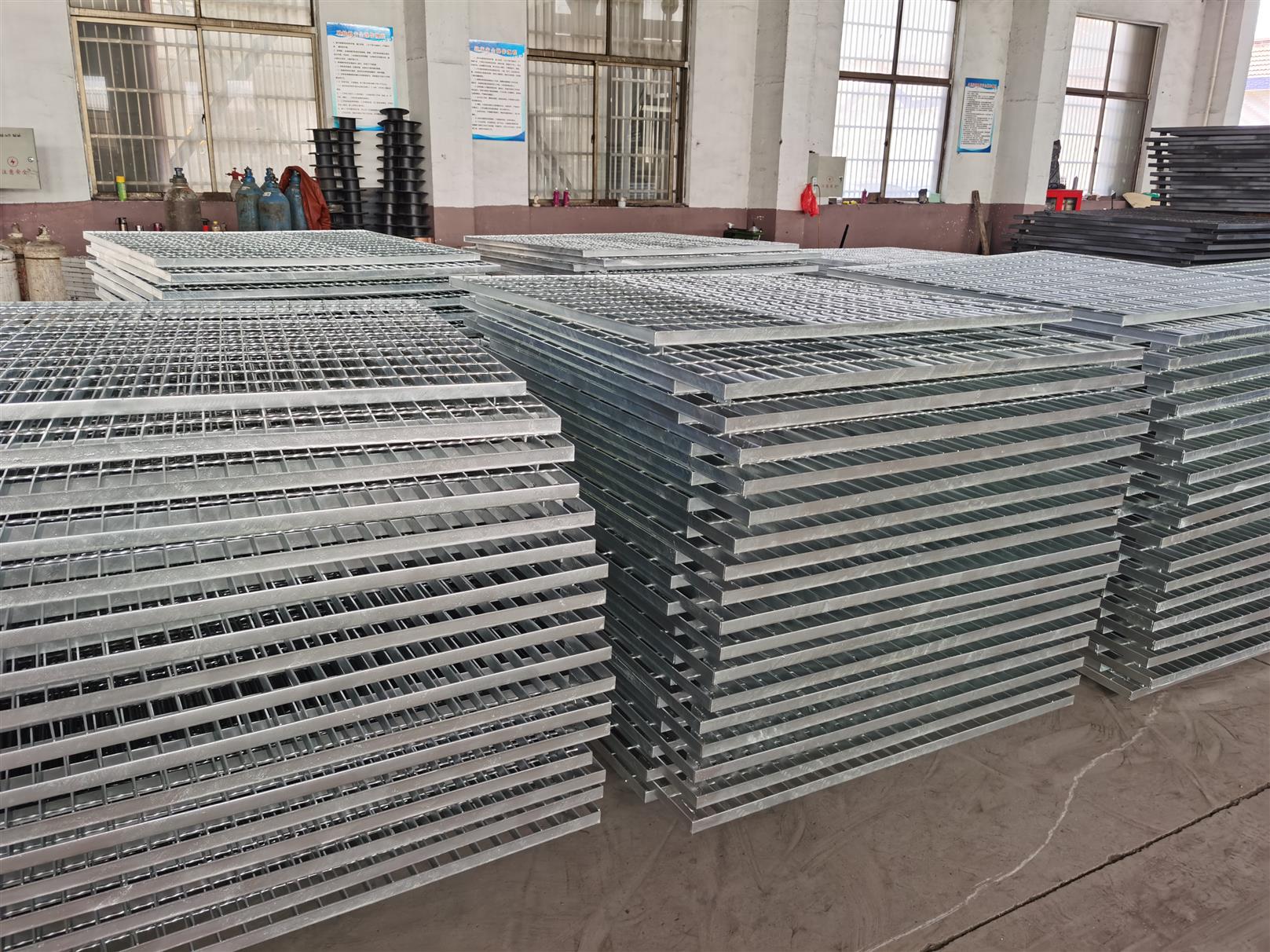
表面处理热镀锌
产地常州
材质Q235B
质量认证ISO9001
税票包含
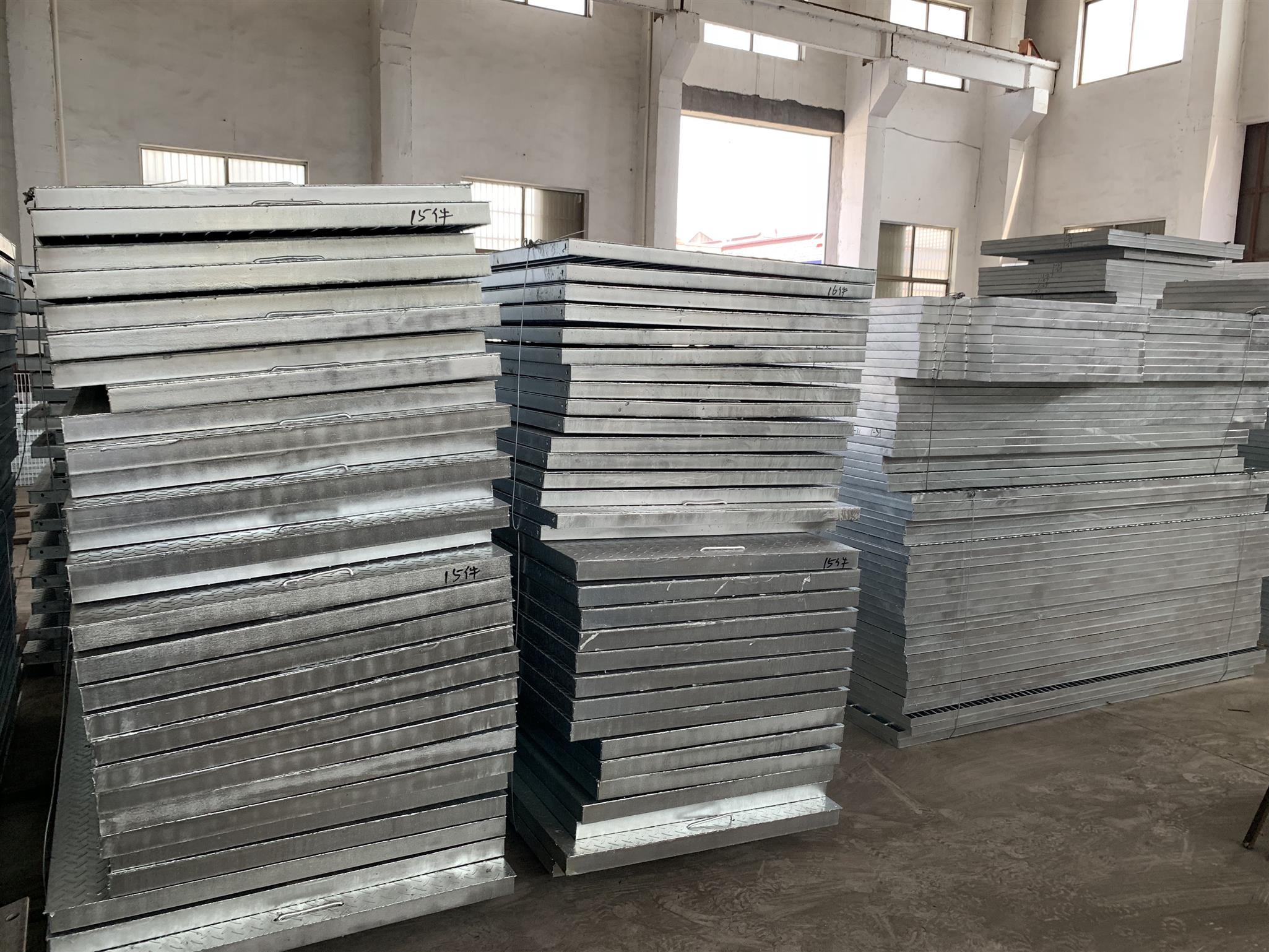
钢格栅板的制作是按照一定的顺序进行的,在制作钢格栅板的顺序中,先要购买原材料:扁钢、扭钢。钢格栅板是由扁钢和捻度钢排版而成,经过焊接后,钢格栅板的生产工艺是:(1)扁钢捻度钢根据客户需求切割。②将切好的扁钢、扭钢按备好的模具摆放。(3)确保钢格栅板房做好,按相关标准进行焊接,不得有漏焊、错焊等低级错误,在实际应用中,我们经常用钢格搭建一个简单的钢结构平台,用来放置物品或行人。
平台钢格板特点:
1、可以在周边增焊踢板(挡边板)、花纹板护板,安装连接件等附件;
2、采用与载扁钢不同规格的扁钢包边,或用角钢、槽钢、方管等包边;
3、可在需经常移动或打开的平台钢格板上安装把手和铰链;
4、平台钢格板的包边焊接标准是:系列1每五条焊一条;系列2每四条焊一条;系列3每三焊一条。焊缝为不小于3的单面角焊,焊缝长20。
平台钢格板的质量优劣主要取决于平台格栅板表面的镀锌,采用的镀锌还是冷镀锌,平台格栅板可以采用冷镀锌和热镀锌两种处理方式,热镀锌平台格栅板的有点在于他的防腐能力,强,而冷镀即电镀,即把锌盐溶液痛过电解,给镀件上镀层,一般来说不用加热,上锌量很少,遇到潮湿环境很容易脱落。 对于平台格栅板的环保问题热镀锌污染物排放更少一些,热镀锌的污染物主要是酸洗工件的废酸.而冷镀锌的污染物主要包括酸洗工件的废酸、电镀废液、废钝化液等。

钢格栅表面有时会出现。的明显现象是细渣带沿纵向在钢格表面形成条状或点状夹杂物,属轻微缺陷。那么是什么导致了表面的灰尘呢?如何控制?表面产生的原因是炉头锌表面的浮渣和固体锌渣中的凝结在炉头内。锌渣落在带钢表面,随着带钢通过锌锅凹辊产生轻微的线性压痕,或沿着钢格板纵向表面形成夹杂点形式的细渣带,产生。钢格栅板表面有的原因及控制方法控制方法:1。进炉带钢温度控制严格控制进锌锅带钢温度,因为带钢温度超过锌液20℃,不仅锌锅温度会升高,而且锌渣的数量也会增加。锌罐温度应严格控制,不超过(465±2)℃,以减少锌液温度波动,防止锌渣的形成。钢板(AL)锌溶液组成控制范围为0.19 ~ 0.22%,合金镀锌板(AL)锌溶液组成控制范围为0.10 ~ 0.15%。制作清洗机头锌渣的渣勺,每班清洗机头浮渣2-3次。炉鼻内加装锌渣吸附脱除装置,外部热风通过风机吹入封闭的炉鼻内。

钢格板修复焊接有时也采用铸丝。用薄的钢带卷成圆形或异形钢管,满一定成分的粉末,通过把缝药芯焊丝,或无缝钢管制成的药芯焊丝填充粉把这种焊丝焊接功率高,适应性好钢网格,试验生产周期短,因此其用途和使用范围也在不断扩大。选择设备夹方面需要注意的几个问题。设备夹主要分为A型、B型和C型三种类型的规范,在常用哪种类型,设备夹承认根据孔径的大小选择多少设备,上下部分的直径8毫米螺栓固定,一般一般孔径30mm和40mm的设备夹是通用的设备夹,因为孔径是常用的,所以现在这两种规格的孔径都可以随意使用。其次要了解沟盖板的选择,材质也不同,焊接方法也是可选的。材质可以选择不锈钢材质作为沟盖板,光泽好,相对比较贵,热镀锌比较常见,价格便宜美观,所以这两种材质是不同的,设备夹的选择也是搭配不锈钢设备夹或者热镀锌设备夹。以上焊接方法例如,如果是焊接,则是在扁钢的方位角上,选择方位角20mm与距离3mm的扁钢进行焊接,设备夹直接固定在钢梁或两块坡口盖板之间。具体轮廓仍根据实际施工轮廓定制。
钢格栅预留孔:由于工艺管穿孔和管道安装误差,钢格栅需要预留孔。孔的尺寸、位置和加工要求应在设计中正确说明。镀锌钢格板、不锈钢网格板在生产过程中没有大的区别,都是使用相同的扁钢形状,根据使用的规格和大小购买原材料和消隐,简而言之,不同的是不同的材料和不同的应用领域,一般来说,镀锌钢格栅板可以应付不锈钢格栅板可以更地完成其使命。生产车间再生产镀锌钢格栅产品也可能会在生产过程中出现一些产品质量问题,如果想要避免这些问题的发生就会发现问题一(1)、材质:(2)、焊接质量问题:在镀锌钢格栅的焊接过程中,车间的焊接工人在焊接生产过程中出现了焊接误差造成的问题。这种事情是非常严重的钢板产品质量的问题,如果你是,必须及时督促员工正确的,或者是老客户将运行。(3),镀锌钢网格角毛刺现象,扁钢麻花钢焊后的成品在角落钢网格将不可避免地出现毛刺,(4)表面热镀锌问题:尽量不要在表面处理后遇水,否则表面会出现抗碱现象,虽然不影响产品的使用,也不影响钢格的使用。
http://www.czgmr.com